想要全方位体验常州武进【当地】生产抓斗式除污机的厂家产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:常州武进【当地】生产抓斗式除污机的厂家的图文介绍
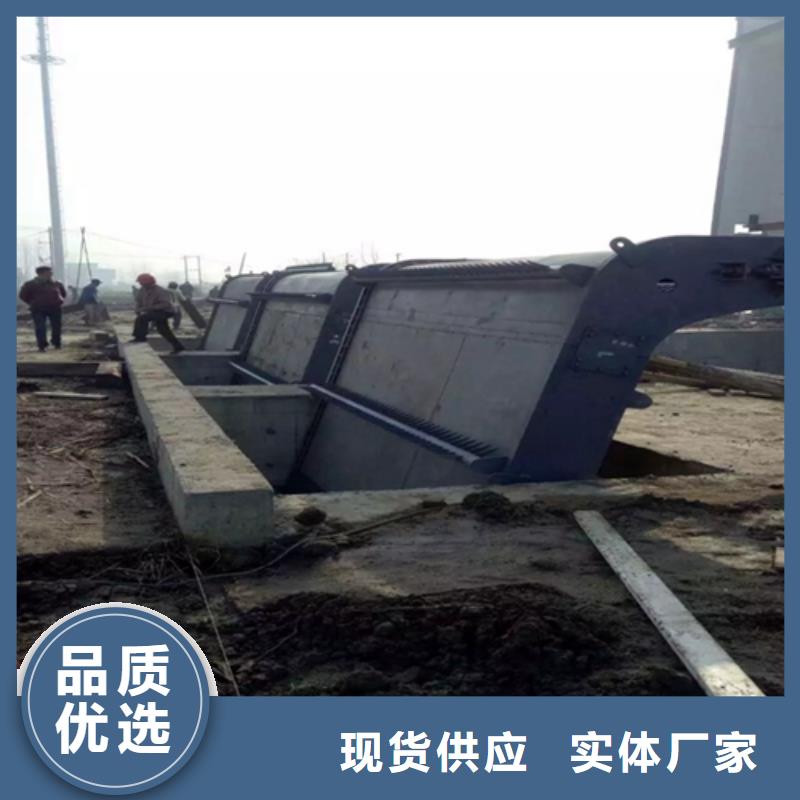
武进铸铁闸门
闸门启闭机厂家(康禹)水工机械厂
武进铸铁闸门的详细介绍
产地直供简单易用


高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。

厂家直营大型工厂甄选武进铸铁闸门原材料无中间商

规格多样多种武进铸铁闸门规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制武进铸铁闸门

贴心售后武进铸铁闸门发货迅速多年行业经验值得信赖





 扫一扫
扫一扫





